



How AI in Manufacturing Is Transforming Modern Production



Market trends and adoption of AI in manufacturing
Artificial intelligence is being adopted by manufacturing industries to minimize downtime, enhance product quality, and maximize the use of production data.
The use of artificial intelligence by manufacturing industries is a part of smart manufacturing or Industry 4.0, which involves data-driven manufacturing operations to enhance efficiency within manufacturing industries.
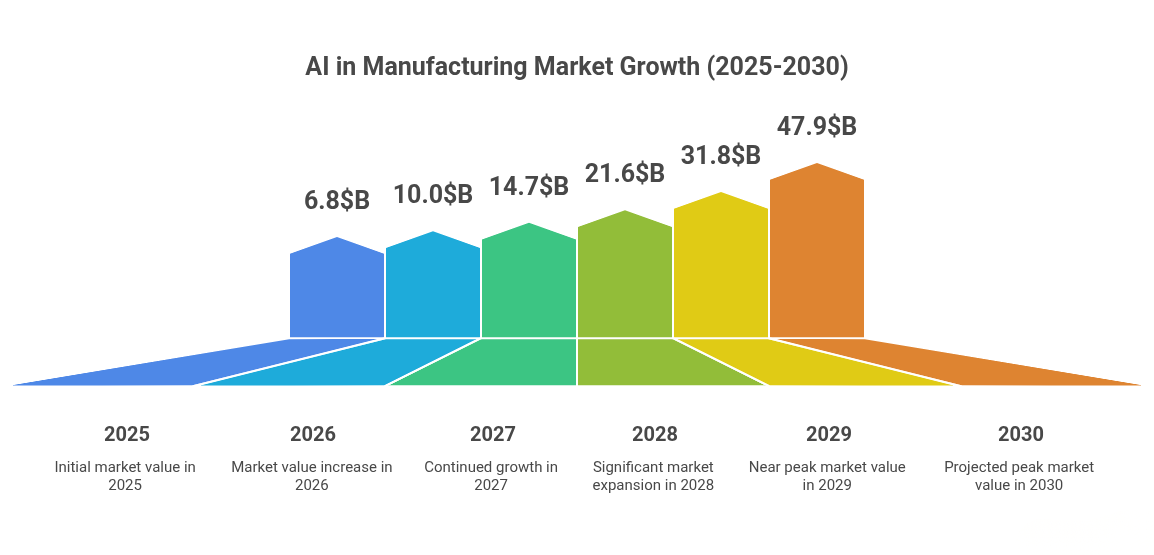
The AI in the manufacturing industry is growing as companies invest in predictive maintenance, robotics, and computer vision inspection systems. According to this research, the global artificial intelligence in manufacturing market is expected to expand significantly as factories integrate AI technologies into production environments.
Industry research also highlights the increasing role of generative AI and advanced analytics in manufacturing. This explains how manufacturers are using AI to improve engineering design, maintenance planning, and supply chain operations as more factories adopt connected machinery and industrial data platforms.
As more manufacturing industries are incorporating artificial intelligence into their operations, industrial artificial intelligence is becoming a reality within manufacturing industries such as electronics, automotive, and heavy industries.
AI use cases in manufacturing
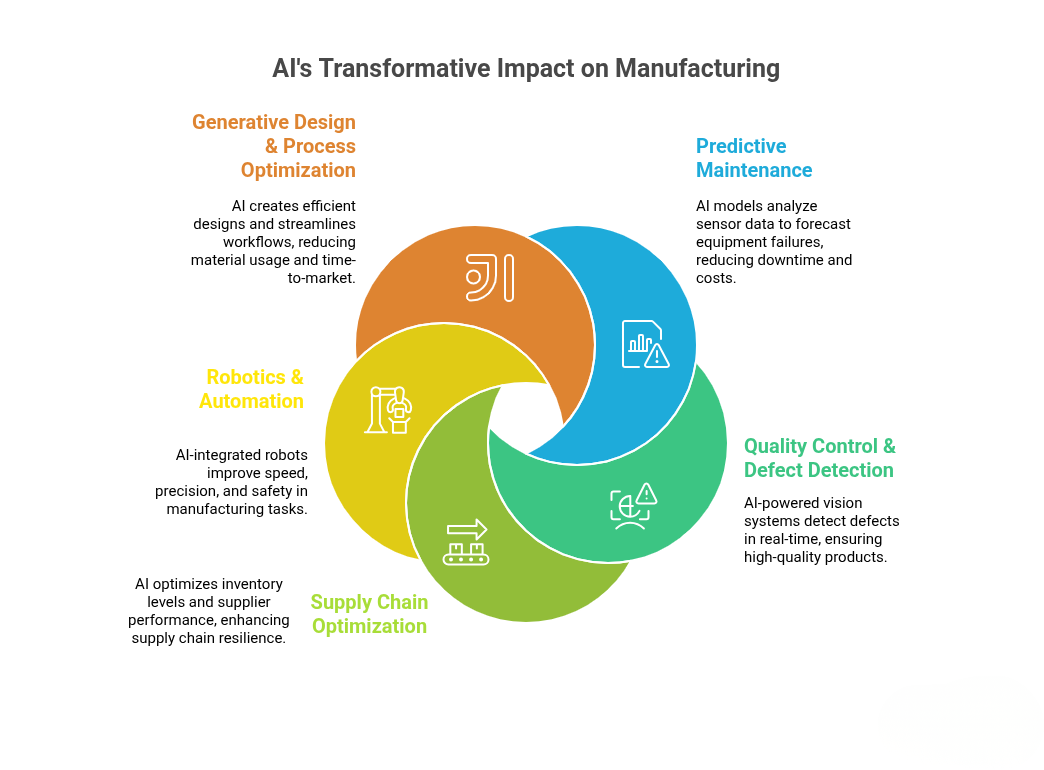
Manufacturers generate large volumes of data from machines, sensors, and production systems. Artificial intelligence analyzes this data using machine learning models to improve production efficiency, product quality across factory environments.
Today, AI is applied across multiple areas in manufacturing, from shop-floor operations to supply chain decision-making.
Predictive maintenance in manufacturing
Unplanned equipment failures may cause production delays and increased maintenance costs. Predictive maintenance involves the application of AI models that analyze equipment sensor data and detect signs of equipment failures, such as wear, overheating, and equipment vibration, among others.
These AI models analyze equipment operating patterns to detect unusual behavior that may signal potential equipment failures.
Many of these systems rely on artificial neural networks to identify subtle changes in machine performance that are difficult to detect through traditional methods.
This helps maintenance teams plan for equipment maintenance before failures occur, thus reducing equipment downtime and increasing the lifespan of equipment in industries.
AI quality control and defect detection
Product inspection is a critical part of manufacturing, particularly in industries where small defects can affect safety or performance. AI improves this process by using computer vision systems powered by convolutional neural networks (CNNs)s to analyze product images during production.
Cameras installed on assembly lines capture images of components and finished products. AI models evaluate these images and detect defects such as cracks, surface irregularities, alignment problems, or assembly errors.
Manufacturers use these systems to identify defects earlier in the production process. This improves inspection accuracy, reduces product recalls, and helps maintain consistent product quality across large production volumes.
Production optimization with AI
The process of manufacturing entails various variables that need to be taken into consideration. These variables include machine performance, production schedules, and material availability.
AI systems analyze the operation of the machines in a production environment in order to identify inefficiencies in the process. The analysis of machine performance enables AI systems to identify inefficiencies in the production process.
These inefficiencies may be in the form of production bottlenecks, which reduce the rate of production. By using production optimization tools, manufacturers can increase production rates without adding new equipment.
AI supply chain optimization
Manufacturing operations depend on reliable supply chains that deliver raw materials and components on time. AI helps manufacturers analyze supply chain data to improve demand forecasting and procurement planning.
By examining historical demand patterns, supplier performance, and logistics data, AI systems can predict fluctuations in demand and identify potential supply disruptions.
These insights help manufacturers maintain optimal inventory levels and coordinate production schedules more effectively. Improved supply chain planning reduces delays and keeps production operations running smoothly.
Energy efficiency and process optimization
Industrial manufacturing processes require a considerable amount of energy consumption through machines, furnaces, and production lines. AI systems study the operational data and pinpoint areas for reduced energy consumption.
The machines’ operational data is monitored by AI systems. These machines may be operating inefficiently by consuming more energy during the manufacturing process.
The knowledge gained through the operational data helps the manufacturers regulate the machines and production parameters. This helps the companies reduce costs and attain sustainability goals.
Generative design and product innovation
Engineering teams often test multiple design variations when developing new products or components. Generative AI tools help accelerate this process by analyzing design constraints and suggesting optimized design options.
These systems evaluate factors such as material properties, structural strength, and performance requirements to generate alternative design concepts for engineers to review.
Manufacturers can then select designs that improve durability, reduce material usage, or simplify production processes. This approach shortens development cycles and supports faster product innovation.
Inventory and workflow management using AI
Managing production workflows and inventory across multiple production stages can be complex. AI systems analyze production schedules, order volumes, and material usage to improve operational planning.
The use of AI helps in predicting the time of need for production materials and in recognizing production workflow bottlenecks that may cause delays in production operations.
The use of these production operations helps manufacturers in improving production workflow and inventory balance.
AI document search and knowledge management
Manufacturing organizations have a vast amount of technical documents. These documents include engineering drawings, maintenance manuals, and other compliance documents. It is often a problem to access the required documents on time when they are stored in multiple systems.
The search system uses artificial intelligence technology. It helps the employees search the required documents by asking a query in a natural way. The search system efficiently recognizes the required technical documents.
It helps the engineers and technicians access the required documents on time. Accessing knowledge helps the manufacturing process become more efficient.
Technologies used in AI manufacturing
.png)
Artificial intelligence in manufacturing relies on several core technologies that help factories analyze production data, monitor equipment performance, and improve operational decision-making.
These technologies process information from machines, sensors, and production systems to identify patterns that affect manufacturing efficiency and product quality.
Many AI technologies in manufacturing work together within connected factory environments.
Machine learning in manufacturing
ML plays an important role in manufacturing systems to implement automated data management and enhancement. It can find patterns in large amounts of production, sensor, and operational data that aren't easy to see when you look at them by hand.
These models are trained on historical production data to recognize trends in machine performance, product quality variations, and process inefficiencies. They're also capable of self improving their predicitive capabilities as and when they're fed with new data. This lets manufacturers respond more accurately to changes on the production floor.
In short, ML technology is a great resource to find hidden problems, make production schedules more efficient, predict when equipment will break down, and plan for demand better.
Computer vision for manufacturing quality inspection
Manufacturing organizations have a lot of technical documents to store. These documents may include maintenance manuals, drawings, and compliance reports. Natural language processing helps analyze these documents and make them easily accessible.
The use of natural language processing in manufacturing organizations helps employees efficiently search through various documents and reports. These documents may include technical documents and reports regarding the maintenance of the machinery.
Natural language processing for industrial data
Manufacturing organizations store large amounts of technical documentation, including maintenance manuals, engineering drawings, and compliance reports. Natural language processing helps analyze this information and make it easier for teams to access relevant knowledge.
Using natural language processing in manufacturing, employees can search technical documentation, maintenance records, and operational reports more efficiently. This helps engineers and technicians locate critical information when troubleshooting equipment or reviewing production processes.
Robotics and AI automation in manufacturing
Robotics technology integrated with artificial intelligence enables machines to perform repeated or intricate operations within a manufacturing setup. The use of artificial intelligence robots is beneficial in adapting to manufacturing operations while assisting in various manufacturing activities.
Manufacturers apply artificial intelligence technology for manufacturing automation to enhance efficiency within a manufacturing setup by reducing manual intervention. Robots can work alongside humans to perform manufacturing activities that require precision.
Digital twins and predictive analytics in manufacturing
Digital twins are used to build a virtual image of a machine, production system, or factory. Digital twins are used to simulate actual production processes by using data from sensors and industrial equipment.
Manufacturing companies are using digital twins and predictive analytics to assess production processes and predict possible risks associated with production processes.
Real examples of AI in manufacturing
Artificial intelligence is already being used in various sectors of the manufacturing industry where accuracy in production, reliability of equipment, and efficiency of operations are of prime importance. The manufacturing industry uses AI systems to analyze production data and optimize product quality.
Industry adoption is increasing rapidly. According to industry statistics, over 52% of manufacturers now use AI for quality control processes, reflecting the growing role of machine learning and automation in modern factories.
AI in electronics manufacturing
Electronics manufacturing requires extremely high precision because even minor defects can affect device performance. AI-based computer vision systems analyze printed circuit boards, microchips, and electronic assemblies to detect defects during production.
AI inspection systems can achieve defect detection accuracy above 98-99%, significantly improving quality inspection compared with manual inspection methods. According to manufacturing quality inspection research, automated vision systems can dramatically reduce defect detection errors on production lines.
Early defect detection helps electronics manufacturers maintain consistent quality during high-volume production. AI systems also analyze machine data from assembly equipment and testing systems to identify inefficiencies and maintain stable output across complex electronics manufacturing environments.
AI in plastics manufacturing
Plastics manufacturing processes such as injection molding and extrusion rely on stable production conditions. AI systems analyze machine data to monitor temperature, pressure, and material flow during production cycles.
By analyzing process variations early, manufacturers can prevent defects and maintain consistent product quality. AI-based process monitoring also helps identify inefficient machine operation and production bottlenecks.
AI adoption in manufacturing continues to expand as industrial AI investment grows. Market research estimates that the global industrial AI market reached approximately $43.6 billion in 2024 and is expected to grow rapidly through the decade, driven by demand for automation and predictive analytics in manufacturing.
AI in rubber manufacturing
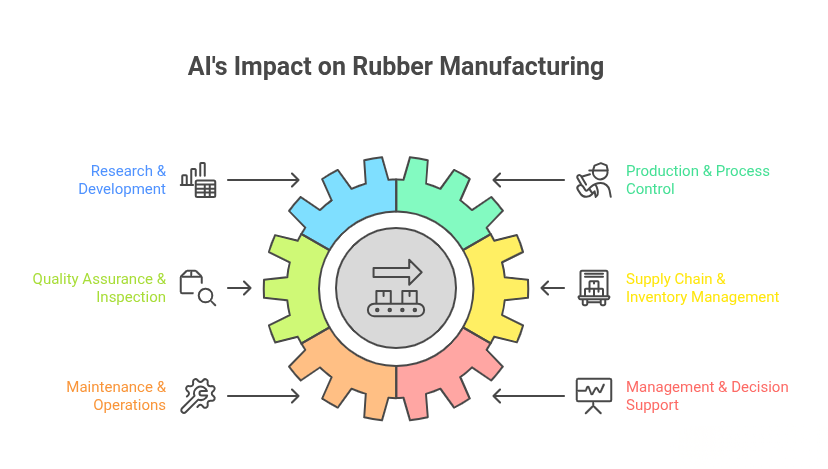
Rubber manufacturing requires precise control of material mixing, compound formulation, and curing conditions. AI systems analyze production data from mixing equipment and curing machines to identify patterns that influence product consistency.
Manufacturers use these insights to monitor curing temperatures, optimize compound formulations, and maintain consistent material properties across products such as tires, seals, and industrial rubber components.
AI-driven monitoring systems also help detect equipment anomalies during production. According to predictive maintenance adoption data in manufacturing, more than 30% of medium and large manufacturers actively use predictive maintenance systems, many of which rely on AI to detect equipment failures earlier.
AI in heavy industry
Heavy industries such as steel manufacturing, mining equipment production, and chemical processing generate large volumes of operational data from industrial machines and production systems.
AI algorithms analyze this data to monitor the performance of equipment such as furnaces, turbines, and compressors. By identifying abnormal machine behavior or production inefficiencies, manufacturers can adjust operational parameters and reduce equipment downtime.
The broader AI manufacturing market is also expanding rapidly. According to global AI manufacturing market projections, the AI in manufacturing market could grow from around $34 billion in 2025 to more than $155 billion by 2030 as manufacturers continue investing in automation and industrial analytics systems.
Benefits of AI in manufacturing
Artificial intelligence helps manufacturers make production more efficient, lower operational risks, and get more from their industrial data. AI systems collect information from machine performance, production lines, and supply chains to pinpoint where things could work better.
Manufacturers gain several advantages with AI, including better maintenance planning, higher product quality, and smarter supply chain management. These benefits help businesses achieve stable production and run operations smoothly.
Reducing operational costs in manufacturing
Manufacturing operations involve significant costs related to equipment maintenance, energy consumption, and production downtime. AI systems analyze machine performance and operational data to identify inefficiencies that increase operating expenses.
One common application is predictive maintenance, where AI models analyze equipment sensor data to detect abnormal machine behavior before failures occur. Detecting equipment issues earlier helps reduce unplanned downtime and avoid costly emergency repairs.
By improving maintenance planning and production efficiency, manufacturers can operate production lines more effectively while controlling operational costs.
Improving product quality and defect detection
Consistency in product quality is crucial in manufacturing settings where a defective product can pose a risk to safety and performance. AI technology assists in the monitoring of production processes to detect quality defects at an earlier stage of the manufacturing process.
Computer vision models analyze products during the manufacturing process to detect defects such as surface defects, misalignment, or assembly defects.
Early detection of these defects enables manufacturers to avoid rework and ensure that defective products do not reach customers. AI analysis also assists in the detection of patterns that cause defects in products.
Accelerating product development and time to market
Manufacturers often need to introduce new products quickly while maintaining production efficiency. AI systems support this process by analyzing design data, production workflows, and operational constraints.
Engineering teams can use AI-based simulations to evaluate product designs and identify production challenges before manufacturing begins. This helps reduce development delays and improve production planning.
By improving design evaluation and operational planning, manufacturers can shorten development cycles and bring products to market more efficiently.
Improving supply chain planning and inventory management
Supply chains in manufacturing involve coordination between suppliers, inventory, and production schedules. AI systems use historical data to analyze demand and supply chain performance to improve planning and forecasting.
These insights help manufacturers forecast demand and maintain a balanced inventory in various production facilities. Forecasting helps manufacturers avoid supply chain shortages and excess inventory.
The analysis helps manufacturers evaluate suppliers and optimize supply chain strategies based on operational data.
Improving energy efficiency in manufacturing operations
Manufacturing facilities consume large amounts of energy across machines and production lines. AI systems analyze operational data to identify opportunities for improving energy usage.
By monitoring machine performance and production cycles, AI can detect inefficient operating conditions that increase energy consumption. Manufacturers can then adjust production parameters to improve energy efficiency.
These improvements help manufacturers reduce operating costs while supporting sustainability goals within industrial operations.
Enhancing worker safety in industrial environments
Industrial settings can include heavy machinery and complex industrial processes. AI systems can assist in monitoring equipment behavior and working conditions to detect possible safety hazards.
Manufacturers employ AI-based monitoring systems to detect unusual machine behavior and working conditions that could cause safety-related incidents. This provides an early warning system to deal with possible safety hazards before they cause an accident.
AI-based automation can also assist in tasks that include repetitive motion, heavy lifting, or dangerous working conditions to minimize workplace injuries and improve safety for workers.
AI tools used in manufacturing
Manufacturers rely on specialized AI development tools and platforms used for building industrial AI systems to apply artificial intelligence within production environments. These tools analyze machine data, monitor equipment performance, and help teams identify operational inefficiencies across factory systems.
Many AI tools for manufacturing combine machine learning, industrial analytics, and automation technologies. These industrial AI platforms help manufacturers manage equipment, simulate production environments, and optimize manufacturing operations.
Using Siemens industrial AI for manufacturing automation
Siemens provides industrial AI capabilities through its manufacturing software ecosystem, which connects factory machines, sensors, and production systems. These platforms collect operational data from production lines and apply machine learning models to analyze machine performance and manufacturing efficiency.
Manufacturers use Siemens AI tools to monitor equipment health, detect abnormal machine behavior, and identify inefficiencies in production workflows. By analyzing production data across machines and assembly lines, these systems help teams improve production scheduling and maintain stable manufacturing output.
Siemens platforms are widely used in industries such as automotive manufacturing and electronics production, where complex production environments require continuous monitoring of machines, quality metrics, and operational performance.
Managing industrial assets with IBM Maximo predictive maintenance tools
IBM Maximo is used in manufacturing environments to manage industrial assets such as production equipment, machines, and infrastructure. The platform combines asset management systems with AI-driven analytics to help manufacturers monitor equipment performance across production facilities.
Manufacturers use Maximo to analyze operational data from equipment such as pumps, turbines, compressors, and manufacturing machinery. Machine learning models analyze historical equipment behavior to identify patterns that indicate potential equipment failures.
Maintenance teams use these insights to schedule inspections and repairs based on equipment condition rather than fixed maintenance schedules. This allows manufacturers to manage large fleets of industrial assets more efficiently while maintaining equipment reliability across production environments.
Simulating manufacturing systems with NVIDIA Omniverse digital twins
NVIDIA Omniverse provides a platform for building digital twins of manufacturing environments. These digital models replicate machines, production lines, and factory layouts using operational data collected from industrial systems.
Manufacturers use digital twin simulations to test production changes before implementing them on real production lines. Engineers can evaluate different factory layouts, machine configurations, or production workflows within the simulated environment.
Digital twin simulations help manufacturers analyze machine coordination, robotics movement, and factory logistics across production environments. This improves production planning and allows teams to evaluate complex manufacturing scenarios before making operational changes.
Optimizing production operations with Rockwell Automation platforms
Rockwell develops industrial automation platforms that connect factory equipment, control systems, and production data. These systems help manufacturers monitor production performance and analyze operational conditions across manufacturing environments.
Manufacturers use Rockwell Automation platforms to collect machine data from production equipment and evaluate production metrics such as output levels, machine utilization, and operational efficiency. AI-driven analytics help identify inefficiencies within production processes.
Production managers use these insights to adjust machine parameters, balance production workloads, and improve equipment utilization across manufacturing lines. This helps maintain consistent output and supports more efficient factory operations.
Implementing AI in manufacturing workflows
Manufacturers typically adopt artificial intelligence gradually rather than deploying it across entire factories at once. AI systems need reliable operational data, integration with existing production systems, and dedicated ML infrastructure for model deployment and monitoring to support manufacturing performance.
Most organizations begin with targeted AI projects such as predictive maintenance or production analytics. As these systems prove reliable, manufacturers expand AI adoption across production lines, factory systems, and supply chain operations.
Preparing manufacturing data for AI systems
AI models are based on operational data available on machines, sensors, and manufacturing software. The manufacturers should make this data organized prior to the deployment of the AI systems so that it can be analyzed effectively.
The common sources used for AI models include production metrics, equipment performance logs, maintenance records, and quality inspection data managed through industrial data engineering platforms designed for large operational datasets.
In a case when this information is organized and in a regular manner, AI systems will be able to discover trends about machine activity and the production process.
High-quality data is beneficial in enabling manufacturers to come up with credible information using AI systems and enhancing the accuracy of forecasting analytics applied in production facilities.
Starting with pilot AI projects in manufacturing
Most manufacturers implement AI in small pilot projects and not the entire factory. Pilot programs can enable teams to test AI systems in a small production scope and then broaden the implementation.
Typical applications of pilots are predictive maintenance systems that analyze equipment health, AI inspection systems that detect production defects, and analytics platforms powered by machine learning solutions to evaluate production efficiency.
The use of AI to test technical functionality and operational influence in controlled production settings enables manufacturers to use AI solutions in larger manufacturing facilities.
Integrating AI with factory systems and equipment
Once pilot projects demonstrate value, manufacturers integrate AI systems with existing factory technologies. These systems often connect with industrial sensors, manufacturing execution systems, and production monitoring platforms.
Integration allows AI models to analyze operational data continuously and provide insights that support manufacturing decisions. Production managers can evaluate machine performance, production metrics, and equipment conditions using AI-driven analytics.
Successful integration requires collaboration between production engineers, operations teams, and data specialists working on AI solutions for industrial systems to ensure AI tools align with manufacturing workflows.
Scaling AI across manufacturing operations
Once AI systems have been successfully implemented, producers continue to roll such systems out to more production lines and factories. Intensifying AI enables organizations to use already tested solutions for the bigger manufacturing setups.
Predictive maintenance systems can be scaled to multiple machines, AI inspectors can check the whole production line, and analytics production systems can analyze the work of the whole factory.
Progressively scaling AI aids manufacturers to remain stable in their operations and enhance the presence of AI-driven manufacturing solutions.
AI adoption strategies for different manufacturing companies
AI implementation strategies often vary depending on the size and complexity of manufacturing operations. Smaller manufacturers typically adopt focused AI tools, while larger enterprises implement AI across broader production environments.
Understanding how AI adoption differs by company size helps manufacturers choose implementation strategies that align with their operational capabilities and resources.
AI adoption strategies for small manufacturing companies
Smaller manufacturers tend to start with narrow AI applications that solve a single problem. Examples are predictive maintenance tools to monitor the most important machines or AI inspection systems to use in quality control processes.
These are specific applications that enable smaller organizations to enhance equipment reliability and production efficiency without having to make significant investments in technology.
Beginning with real-life application cases can teach small manufacturers the extent to which AI systems will assist manufacturing processes before further expansion.
AI implementation strategies for mid-size manufacturing companies
Mid-size manufacturers often deploy AI across several operational areas such as production optimization, maintenance planning, and supply chain analytics.
These organizations typically integrate AI tools with existing factory systems to analyze production data and improve operational performance across multiple production lines.
As AI adoption grows, mid-size manufacturers may extend analytics platforms across factories to improve coordination between manufacturing operations and supply chain planning.
Enterprise AI strategies for large manufacturing organizations
The large manufacturing firms embrace AI usage in many factories, production chains, and supply chains. Such organizations employ the advanced analytics platform and digital twin technologies to scale the production systems.
Enterprise manufacturers combine AI with factory automation frameworks, industrial information infrastructure, and those of the worldwide production framework. This will enable organizations to examine the data on operations in complex manufacturing settings.
Mass AI implementations enable large manufacturers to enhance manufacturing performance, organize the work of manufacturing processes on a global level, and assist with the manufacturing strategy in the long term.
Challenges of implementing AI in manufacturing
While AI can improve production efficiency and operational visibility, manufacturers often face practical challenges when deploying these systems in factory environments.
Most challenges involve data quality, system integration, technical expertise, and implementation costs. Understanding these barriers helps organizations plan AI adoption more effectively.
Data quality and availability in manufacturing systems
Artificial intelligence models are based on the extensive amounts of trusted operational information gathered at machines, sensors, and the manufacturing system. This information is split out in various apparatuses, observation equipment, and production computer systems in most factories.
Obsolete equipment can produce partial data or a deficiency of sensors to monitor data in detail. The production patterns may also be analyzed with trouble by the AI systems due to inconsistent data formats.
To be able to generate meaningful insights, manufacturers frequently must standardize data collection procedures, combine machine sensors, and concentrate production data.
Shortage of AI and industrial data expertise
Implementing AI in manufacturing requires knowledge of machine learning, industrial systems, and production workflows.
Many manufacturers struggle to find professionals who understand both advanced analytics and factory operations, often relying on experienced AI and machine learning developers to support industrial AI initiatives.
Data scientists may lack experience with industrial equipment, while manufacturing engineers may not be familiar with AI tools or data infrastructure.
To address this gap, organizations often train internal engineering teams, collaborate with technology partners, or build cross-functional teams that combine manufacturing expertise with data science capabilities.
Integrating AI with existing factory systems
The manufacturing environments are usually run on a combination of old machines, industrial control systems, and the new production software. This is a complicated technical integration of AI systems with these technologies.
AI systems require operational sensor, manufacturing execution, and production monitoring data to work. Such systems can have various communication protocols and data formats.
The implementation of AI should be accompanied by integration of these systems based on data integration platforms in order to enable AI models to examine the conditions of production without interfering with the current working processes.
Cybersecurity risks in connected factories
AI adoption often increases the number of connected devices within manufacturing environments. Machines, sensors, and production systems may need to communicate with analytics platforms and cloud infrastructure.
This expanded connectivity can introduce cybersecurity risks if industrial networks are not properly secured. Unauthorized access to factory systems could disrupt production operations or expose sensitive operational data.
Manufacturers must implement network security controls, access management policies, and continuous monitoring to protect connected manufacturing environments.
Investment and implementation costs
The use of AI in the manufacturing process may involve the expense of sensors and of industrial data infrastructure, analytics platforms, and system integration. These expenses may be huge, particularly to organizations whose equipment is old or those with disjointed data systems.
Besides the technology investments, organizations might also have to invest in employee training and transform the working processes that can accommodate the AI-driven processes.
This is why when starting small AI projects like predictive maintenance or quality inspection, many manufacturers begin with such projects and proceed to larger production settings.
Conclusion
Artificial intelligence is also utilized in manufacturing to process production data, track equipment performance, and enhance operational efficiency. Predictive maintenance, quality inspection, and production optimization are some of the applications that enable manufacturers to make superior decisions in the factory operations.
They will help to plan production smarter and create more efficient factory processes as manufacturing systems become more interconnected and data-driven with the help of AI technologies.
Knowledge of the potential applications of AI will assist the manufacturers in assessing the prospects of the practical implementation of AI within their systems.
 WhatsApp
WhatsApp Call Us
Call Us Mail Us
Mail Us